
工作機械で金属を削る際、刃物と加工物の摩擦熱を抑え、滑りをよくするために欠かせないのが「切削液(クーラント)」です。
現在、多くの金属加工の現場では、水を主成分とした「水溶性切削液」が主流となっています。しかし、一昔前の鉄工所と言えば、油の匂いが立ち込め、油煙で工場全体が霞んでいるような光景が当たり前でした。そこからなぜ、現在のように水溶性が一般化したのでしょうか。
今回は切削液の基礎知識から工具の進化に伴う加工トレンドの変化、そして工場環境改善に至るまで、工作機械の「血液」とも言える切削液についてお話していこうと思います。
1.ハイスから「超硬」へ。高能率・高回転化が求めた圧倒的な冷却力
かつての金属加工はハイス(高速度鋼)の刃物を使用し、油性の切削油をかけながら比較的ゆっくりとした速度で重切削を行うのが一般的でした。油性の切削油は潤滑性や防錆性にすぐれていますが「熱を逃がす力(冷却性)」においては水に遠く及びません。
時代が進みマシニングセンタをはじめとする工作機械の主軸が高回転化・高出力化するにつれ、切削工具の主役はハイスから「超硬合金」へと完全に移行しました。現在、日本の切削工具市場における生産金額の割合を見ると、超硬工具が全体の約7~8割という圧倒的なシェアを占めており、ハイス工具は狙いのある加工などに限定されつつあります。
超硬工具は非常に硬く、高温に耐えられるためハイスとは比較にならないほどの超高速・高能率加工(削るスピードを上げ、加工時間を短縮すること)が可能です。しかし削るスピードがあげれば、加工点で発生する摩擦熱も膨大なものになります。この熱を瞬時に奪い去り、刃先の寿命を守り、加工物の熱膨張を抑えるためには、油性ではなく極めて冷却性能のたかい「水溶性切削液」が必要不可欠になったのです。

2.「センタースルー」の一般化と消防法による火災リスクの排除
高能率加工を支えるもう一つの重要な技術が、主軸の中心から高圧で切削液を噴射する「センタースルー(スピンドルスルー)」機構です。深穴加工などでは、刃物の先端から数MPaという高圧で液を吐出し、切り屑を強制排出させます。
もし、この高圧噴射を「油性」の切削油で行えば、液が微細なミスト状になりそこに火花が散れば即座に大火災に直結します。油性切削油は消防法上の「危険物(第4類引火性液体など)」に該当し、指定数量の制限や厳格な保管基準など、管理のハードルが非常に高くなります。
夜間の無人連続運転など「手離れの良さ」を目指す現代の工場において、引火リスクは絶対に排除すべき課題です。センタースルーを安全にフル活用するためにも、水溶性切削液は現代加工の「前提条件」となっています。
3.水溶性切削液の3つの分類と、それぞれの深い特長
「水溶性」と一言で言っても、配合されている成分や油分の量によって大きく3種類に分類されます。それぞれの物理的・化学的な特長を理解することが、液選定の第一歩となります。
◇エマルション(Emulsion)
・状態と見た目:水の中に鉱物油などの油滴が分散(乳化)している状態。牛乳のような「乳白色」をしています。
・特徴:3種類の中で最も油分が多く(原液中の油分が50%以上など)、水溶性でありながら高い「潤滑性」を持ちます。摩擦抵抗の大きい重切削や、構成刃先(刃物に溶着する現象)を防ぎたい加工に最適です。
・弱点:油分が多いためベタつきやすく、また油がエサとなってバクテリアが繁殖しやすいため、最も「腐りやすい」液でもあります。
◇ソリュブル(Soluble)
・状態と見た目:水に溶ける界面活性剤や水溶性潤滑剤などを主成分とし、見た目は「半透明」です。
・特徴:エマルションに比べて油分が少なく、冷却性と潤滑性のバランスに優れています。また、混入した他油(機械の潤滑油など)を分離させる「油水分離性」が高いため、エマルションよりも腐敗しにくく、液寿命が長いのが最大の強みです。
・弱点:界面活性剤が多く含まれているため、高圧クーラントなどで使用すると一般的に「泡立ちやすい(消泡性が低い)」という欠点があります。また、潤滑性はエマルションに劣るため、極めて過酷な重切削には不向きな場合があります。
◇ソリューション(Solution)
・状態と見た目:油分をほとんど、あるいは全く含まず、無機塩類や水溶性の化学物質のみで構成されます。見た目は完全に「透明」です。
・特徴:油分がないため、圧倒的な「冷却性」と「洗浄性」を持ちます。また、油のベタつきが一切ないため、切り粉がサラサラと流れ落ちます。バクテリアのエサとなる油がないため、最も「腐りにくい」液です。
・弱点:潤滑性は他の2つに大きく劣るため、摩擦の大きい切削加工には不向きです。水分が乾くと原液の物質のみ残りべた付きの原因にもなります。
4.適材適所。西山工機が実践する「機械×液」の最適化
上記のようなそれぞれの液の長所・短所を踏まえた上で、西山工機では工場の機械特性に合わせて、最適な水溶性切削液を厳密に使い分けています。
▽マシニングセンタ=【マイクロエマルション】
・選定理由:エンドミルやタップ加工に必須の「潤滑性」
マシニングでは、エンドミルでの側面切削やタップ加工(ネジ切り)など、摩擦抵抗が大きく高い「潤滑性」が求められる加工が頻発します。そのため、エマルションの中でも油の粒子を極小化(マイクロレベル)して浸透性と潤滑性を極限まで高めつつ、腐敗への耐性も持たせた高性能な「マイクロエマルション」を選定しています。
▽旋盤・バンドソー=【ソリュブル】
・選定理由:「冷却・潤滑のバランス」と、黒皮材の持ち込み油に対する「油水分離性」
現在稼働している2軸旋盤は、穴あけ工程よりも外径切削などの連続的な加工が多くなるため、刃先の熱を素早く逃がす高い「冷却性」が非常に重要になります。
また、黒皮材(表面に黒い酸化被膜や防錆油が付着した材料)を加工する機会も多く、材料からクーラントタンクへの「持ち込み油」が避けられません。油分の多いエマルションを使うと、この持ち込み油を取り込んで液がドロドロになり腐敗してしまいますが、ソリュブルは混入した油をサッと浮上させて分離できる「油水分離性」に極めて優れています。連続加工に耐える冷却・潤滑のバランスと、持ち込み油対策を両立させるために、旋盤にはソリュブルを選択しています。
▽研削盤 =【ソリューション】
・選定理由:圧倒的な「冷却性」と砥石の「目づまり防止」
砥石を使ってミクロン単位で削る研削加工では、莫大な熱が発生するため「冷却」が最優先されます。もし油分を含む液を使用すると、微細な切り粉と油がペースト状になって砥石の隙間に入り込み「目づまり」を起こし、加工精度を著しく落とします。
そのため、油分を含まず、高い洗浄力で切り粉を洗い流す透明なソリューションを選定しています。
5.多種多様な材質を削るからこそ問われる「添加剤」の化学的知識
切削液の性能を左右するのはベースオイルだけではありません。過酷な加工条件をクリアするために配合される「極圧添加剤」や潤滑向上剤の理解が不可欠です。代表的な含有物には以下の役割があります。
▽エステル系
金属表面に吸着して強力な潤滑膜を作り、摩擦を低減させます。幅広い材質に有効です。
▽リン系
加工時の熱と圧力で金属と反応し、耐摩耗性の被膜を形成します。
▽硫黄系
非常に過酷な条件下で強力な極圧被膜を作り、ステンレスなどの難削材加工において絶大な効果を発揮します。
しかし、西山工機のように鉄、アルミ、ステンレスから非鉄金属まで、多種多様な材質を扱う加工屋にとって、この「硫黄系添加剤」は諸刃の剣となります。
硫黄成分(特に活性硫黄)は、銅合金(真鍮など)と化学反応を起こし、深刻な変色や腐食、さらには「緑青(ろくしょう)」を発生させる原因となります。難削材が削れるからといって強い硫黄系クーラントをタンクに入れると、次に真鍮の加工を行った際に製品を台無しにしてしまうのです。
私たちは図面の材質ごとに生じる化学反応を想定し、添加剤の成分、被削材への影響まで見極めて液を選定しています。
6.なぜ「FUCHS(フックス)」で統一するのか
西山工機では、これら性質の異なる水溶性切削液を、世界的トップメーカーであるドイツの「FUCHS(フックス)」社製で統一しています。
理由は明確です。工場内で複数のメーカーの液が混在すると、機械の入れ替え時や飛沫の混入などによって異なる添加剤同士が化学反応を起こし、液の分離や著しい性能低下を引き起こすリスクがあるからです。
同一メーカーの思想で設計された液で統一することで、化学的なトラブルを未然に防ぎ、液の長寿命化と管理の標準化をしています。
あと缶がかっこいいからです。

7.精度と手離れを左右する「切削液の管理」
どんなに最適な水溶性切削液を選定しても、日々の管理を怠ればその性能は発揮されません。水分蒸発による「濃度の狂い」と、バクテリア繁殖による「腐敗」を防ぐため、現場では以下を厳密に実行しています。
〇濃度換算係数を用いた正確な濃度管理
濃度を測る「糖度計(Brix計)」の数値をそのまま信じるのは危険です。液の銘柄ごとに定められた「濃度換算係数」をBrix値に掛け合わせて、初めて正確な実濃度となります。
【濃度の計算式】
実濃度[%] =Brix計の読み取値(Brix値) ×濃度換算係数
例えば、濃度換算係数が「1.5」の切削液を用いて、実濃度を「10%」に設定したいとします。
この時、糖度計の目盛りが「10」になるまで原液を足してしまうと、実際の濃度は15%(10×1.5)となり、濃すぎてベタつきや無駄な消費を招きます。正しくは、目標濃度10%を係数1.5で割った、「約6.6」のBrix値を目指して調整するのが正解です。
〇正しい継ぎ足し(補給)ルール
液が減ったからといって水だけ、あるいは原液だけを適当に入れるのはご法度です。現在の濃度を算出した上で、目標濃度に調整した希釈液を作り、それを継ぎ足すのが基本中の基本です。
〇pHについて
防錆や腐敗防止のため、液は基本的に弱アルカリ性に保たれていますが、適正値は銘柄ごとに異なります。使用に伴い液が劣化し、この適正値から酸性側へ傾いてしまうと、製品のサビや悪臭に直結するため、定期的なpHの確認が欠かせません。

濃度の計測についてはアタゴの手持ち屈折計MASTERシリーズを使用しています。
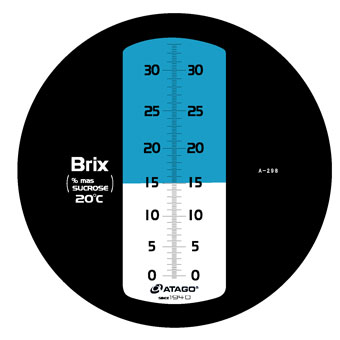
計測部に切削液を垂らして覗くとこのように見えます。青と白の境目が計測値になります。
計測機はアナログがおすすめです。デジタル式とアナログ式とありますが、デジタル式のだと数字のみ出てきます。手軽なのですが情報が少ないです。
アナログの場合、きれいな状態の液だと計測の境界が割とはっきり見えますが、摺動油などほかの余計な油の溶け込みが多くなると境界がぼやけてきたりと計測値+αの情報も得られます。
8.「昔ながらの工場」からの脱却と、環境づくり
適切な水溶性切削液を選定し、上記のような緻密な液管理を徹底することは、単に「削るため」だけのものではありません。それは「工場環境の改善」に直結します。
正しく液を管理することで、工場内からはかつての鉄工所特有の油煙や腐敗臭が消え去ります。油煙が工作機械の制御盤に侵入して起こる電気的トラブルも防ぐことができます。
明るく清潔で、空気が綺麗な工場。これは現場で働く技術者が高い集中力で精密加工に向き合うための条件であり、次世代の人材を迎え入れるための企業としての責任でもあります。

9.おわりに
お客様からいただく製品図面には、「何の切削液を使うか」は指定されていません。
しかし、機械の特性を見抜き、添加剤の化学反応を理解し、一滴の切削液の管理にまで妥協しないこと。それこそが、多様な材質に対して要求される厳しい公差を安定してクリアし続け、手離れ良く高品質な製品をお届けするための、西山工機の「見えない技術・こだわり」なのです。
専務取締役 西山尭伯