
私たちが普段手にする製品の表面は、一見すると滑らかに見えますが、実は顕微鏡で拡大すると無数の微細な凹凸が存在しています。この「見えないでこぼこ」は、製品の機能性や耐久性、使い勝手に大きく影響を及ぼします。
本コラムでは、機械加工における「表面粗さ」という概念について、初心者の方にもイメージしやすいように解説しつつ、設計や加工の現場で活かせる技術的な視点も併せてご紹介します。表面粗さが製品性能にどのように関わるのか、そして加工方法によってどのように変わるのかを理解することで、より適切な設計と加工の判断が可能となります。
■ 表面粗さってなに?
表面粗さとは、加工によって生じる金属表面の微細な凹凸の度合いを数値化したものです。金属を削る、研磨する、あるいは成形加工を行うと、必ず「スジ」や「加工痕」と呼ばれる微細な跡が表面に残ります。これらは細かくほとんど見えないことも多いですが、実際には確実に存在しており、その形状や大きさ、間隔が製品の性能や組み付けの精度に大きな影響を及ぼします。
この“表面の凹凸の程度”を感覚的な表現で済ませると、「ツルツル」や「ザラザラ」など主観的になり、設計や品質管理の現場で一貫した評価が困難になります。そこで、表面粗さはJISやISOなどの国際規格に基づき、一定の測定方法と指標で数値化されています。
代表的な指標には、断面の凹凸を平均的に表す「Ra(算術平均粗さ)」や、最大のピークと谷の差を示す「Rz(十点平均粗さ)」があります。Raは表面の平均的な粗さを表すため、比較的滑らかさの評価に使われ、Rzは粗さのばらつきや深い傷の有無を把握する際に有効です。加工の目的や製品の要求性能に応じて、これらの指標を適切に選択し管理することが重要です。
■ RaとRz、それに▽▽?
表面粗さを数値で表す代表的な指標には、「Ra(算術平均粗さ)」と「Rz(最大高さ粗さ)」の2つがあります。これらはJIS(日本工業規格)で定められた計算方式で、用途に応じて使い分けられています。
■ Ra(アールエー):算術平均粗さ
Raは、表面の凸凹の平均的な高さを算出したものです。ざっくり言えば、「表面全体のスジの細かさを平均して表す」値で、現代では最も一般的に使われる粗さの指標です。Ra3.2 や Ra0.8 といった形で図面に記載されます。
■Rz(アールゼット):最大高さ粗さ
一方のRzは、測定区間内の一番高い山と一番深い谷との高さの差を基準にした粗さです。Raが「平均」であるのに対し、Rzは「最大のギャップ」に注目しています。
実際の現場では、「Raだと平均されちゃって、山谷の激しさが見えない」といった場面もあります。たとえば密着部や摺動部など、「極端な山や谷」があると困る用途では、Rzでの指示が向いています。
直近の例ですと「穴の中に配線を通すので断線の可能性を低くするためにこの穴の側面はRz指示になっています。」というものがありました。
■▽▽ の表記(旧JISの表面粗さ記号)
かつて(旧JIS時代)、図面上で表面粗さを表すときは、▽記号が使われていました。▽の数でおおよその粗さレベルを示すという形でした。
| 記号 | 対応するRa(目安) | 用途の目安 |
| ▽ | Ra12.5以上 | 粗加工面、鋳物、除去加工 |
| ▽▽ | Ra3.2~6.3 | 一般的な切削面 |
| ▽▽▽ | Ra0.8~1.6 | 仕上げ切削面 |
| ▽▽▽▽ | Ra0.4以下 | 精密研削、摺動面 |
現在ではRaやRzによる数値指定が主流になっていますが、古い図面では今でも▽▽で示されたものを見ることがあります。「▽▽って今で言うとRaでどのくらい?どの程度になっていればいいの?」と聞かれることもよくあります。
こうした背景を知っておくと、旧図面の読み替えや、お客様との会話でも齟齬がなくスムーズに進められるでしょう。

■ なぜ表面粗さの指定が必要なのか?
例えば「ツルツルにしておいて」とだけ指示しても、人によって解釈が異なります。加工者ごとに仕上がりが変わってしまっては、製品の品質が一定に保てません。だからこそ、図面上で明確に数値で粗さを指定する必要があります。
表面粗さは、外観品質だけでなく、摩擦や潤滑、気密性、塗装や接着の乗り、耐摩耗性などにも直結します。つまり、「ただのスジ」ではなく、機能そのものを支える重要な要素なのです。
■ 粗さは「使い道」によって変わる
製品のすべての面をピカピカに仕上げる必要はありません。むしろ、それは過剰品質であり、無駄なコストと工数を増やしてしまう原因になります。
・はめあい部や摺動面(シャフト、軸受け部など):Ra0.8以下など、非常に滑らかな仕上げが必要です。粗いと組み付け不良や異音、早期摩耗の原因になります。
・Oリング溝や密着部:図面指示にRzを用いて“局所的な谷”を制御することで、シール性を確保。
・フレーム、固定構造、ブラケットなど:機能に直接関わらない場合はRa6.3〜12.5程度で十分。これによりコストを抑えられます。
このように、機能と加工コストのバランスを取ることが、良い設計・良い加工の第一歩です。
■ 加工方法ごとの対応粗さ範囲
表面粗さは、使用する加工方法によって対応可能な範囲が異なります。以下に代表的な加工方法と、そのおおよその対応範囲を示します。
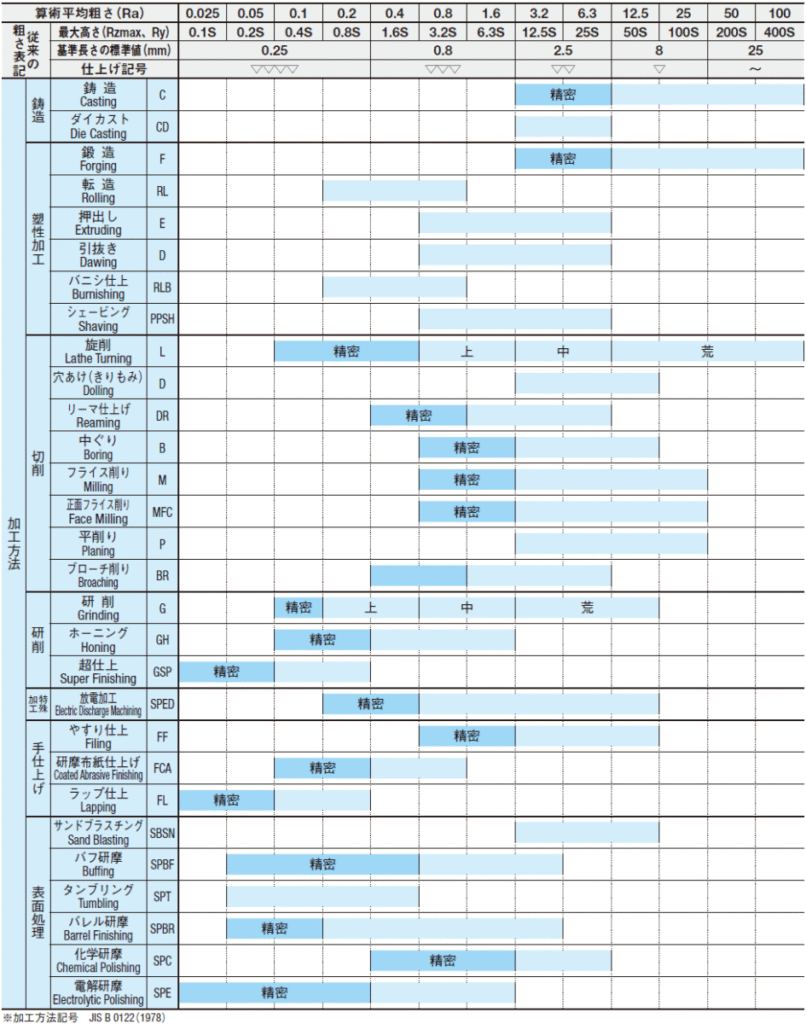
上の表がおおよその加工が対応する表面粗さになります。精密と書かれている部分もしくはそれ以上の粗さは各社のノウハウであったり、粗さを達成できる工具、対応できる設備などいろいろな制約が出てくることが多くなります。
たとえばRa0.4を指定された場合、旋盤加工だけでは難しく、追加の仕上げ工程(研削やラップ)が必要になり、コストや納期に直結します。

■ 設計と現場をつなぐ「ちょうどいい粗さ」
部品設計の段階で重要なのは、「製品の用途や機能に対して必要な仕様を確実に満たしつつ、できるだけ粗めの表面粗さを設定する」という視点です。表面粗さを過度に厳しく設定すると、加工工数や工具摩耗、測定負担が増え、結果として製造コストや納期が大幅に膨らんでしまいます。
一方で、必要な性能を満たせないほど粗すぎる仕上げは製品の機能不全や品質低下につながるため、適正なバランスを見極めることが求められます。つまり、過剰品質は製造コストを無駄に上げるだけでなく、ものづくり全体の効率を下げる要因となるのです。
そのため設計者は、製品の使用環境や機能要求を深く理解し、最小限必要な表面粗さを明確に定義することが重要です。こうした「必要十分な粗さ」の設定は、製造現場の負担軽減とコスト削減に直結し、結果的に製品の市場競争力強化にもつながります。
■ おわりに
表面粗さは、製品の機能性や信頼性を左右する極めて重要なパラメータであるにもかかわらず、設計段階や製造現場で軽視されがちな項目です。特に単品や小ロットの生産では、図面に示された表面粗さの指示を正確に理解し、その目的に適した仕上げを行うことが求められます。
表面粗さの管理は、摩擦特性や接触部の密着性、疲労強度といった製品性能に直接影響を与える一方で、過剰な仕上げは加工コストや工数の増加を招きます。そのため、設計者と加工者が密に連携し、必要十分な粗さを設定するとともに、加工方法の特性を踏まえた適切な工程設計を行うことが重要です。
代表的な指標であるRaやRzを活用し、加工方法ごとに達成可能な表面粗さの範囲を理解することは、品質とコストの最適なバランスを実現するうえで欠かせません。切削加工、研削加工、放電加工など、それぞれの技術の特性を最大限に活かすことで、高品質かつ効率的なものづくりが可能となります。
製品の品質向上と製造コストの最適化を両立させるために、設計段階から表面粗さの適切な設定と加工方法の選択に注力し、現場との連携を深めることが今後ますます重要になっていくでしょう。
専務取締役 西山尭伯